

Rohr- und Pipelinebiegen
Es gibt viele verschiedene Methoden für Rohr- und Pipelinebiegen. Barnshaws führt die meisten von ihnen aus.
Rohr- und Pipelinebiegen Information
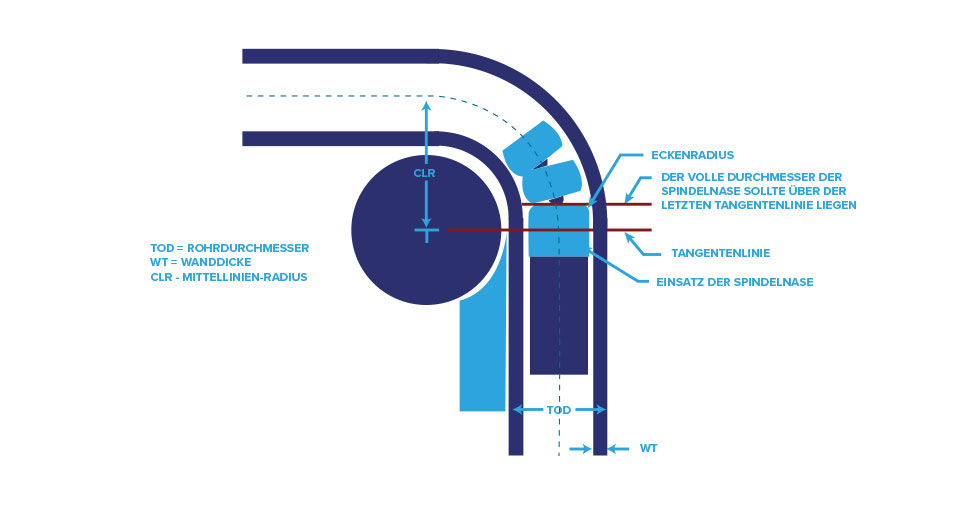
DORNBIEGEN
Diese Biegetechnik wird in der Regel für die Rohren mit kleinen Radien (typischerweise 3D, das heißt, der Krümmungsradius dreimal größer ist als der Außendurchmesser des Rohres) verwendet. Der Dorn regelt plastischen Fluss des Materials im Verarbeitungbereich, um die Form des Rohres während des Biegens zu halten.
Wenn die Rohrdicke, im Verhältnis zu seinem Durchmesser ausreichend groß ist oder die Anforderungen nicht so hoch sind ( z. B. flaches Biegen oder großes "D" des Biegeradius), dann ist das Dornbiegen nicht notwendig, da die Kräfte im Verarbeitungbereich nicht ausreichend sind, um die Wände zu falten oder einzufallen. Wenn jedoch das Verhältnis des Rohrdurchmessers zu seiner Dicke 20 übersteigt, ist die Anwendung des Dornes in den meisten Fällen erforderlich. Barnshaws kann Rohre mit einem Durchmesser von 76 [mm] mit Hilfe eines Dornes biegen.
Der Schlüssel zur effektiven Nutzung des Dornes ist die richtige Einstellung seiner Vorderseite so, dass sie die größte Fläche im Biegebereich stützt (siehe Abbildung unten). Dadurch wird sichergestellt, daß der vertikale Querschnitt des gebogenen Abschnitts eines Rohres während der plastischen Verformung die Form des Dornes Vorderseite annimmt, auf die das Material gezogen wird. Der plastische Bereich des gebogenen Rohres breitet sich sowohl vor als auch hinter der Berührungslinie aus, der Dorn muß also in den meisten Fällen vor der Berührungslinie auf dem Lichtbogen des gebogenen Rohres eingestellt werden.
Der Faktor, der Herausziehen des Dornes einschränkt, ist der Schnittpunkt seiner Außenumriss mit der Außenwand des Rohres. Mit anderen Worten, ein Punkt, in dem der Dorn buchstäblich über den Biegebereich vorsteht. Die Lage dieses Punktes kann den Satz des Pythagoras definieren. Im Allgemeinen wird es empfohlen, die Vorderseite des Dornes (mit Ausnahme des Radius) mit einem Abstand von 2/3 zwischen dem Schnittpunkt und der Kontaktlinie zu platzieren. Dies ermöglicht eine leichte Abflachung des Rohrquerschnitts an der Außenseite des Biegeradius. Es tritt zwangsläufig aufgrund der Biegespannung auf.
Biegen mit Drei-Walzen-Biegemaschine
Es ist der kostengünstigste Weg, um Rohre und Profile zu biegen. Barnshaws hat Ausrüstung für die Kaltbiegen von Rohren in den Standarddurchmessern von 60 [mm] bis 660 [mm].
Speziell bearbeitete Walzen verwendet man während des Biegens, um ausreichende Unterstützung des Rohres zu gewährleisten.

Seit über 40 Jahren führt Barnshaws Innovationen in diesem Verfahren ein und bearbeitet neue Verfahren, um Rohrbiegen und Biegen der geschlossenen Profilen nach immer kleineren Radien zu erleichtern. Dies ermöglicht den Architekten neue, großartige Konstruktionen zu erstellen. Oben wurde ein rechteckiges Profil 500 x 300 x 12,5 [mm] dargestellt, das mit einem Radius von 17,2 [m] mit minimaler Durchschnittsverzerrung nach dem Biegen gebogen wurde.
Mit den modernsten Maschinen und kontinuierlichen Investitionen in Forschung und Entwicklung hat Barnshaws die Möglichkeit, leichte Profile zu kleineren Radien als viele andere Biegedienstleister kalt zu biegen. Dies hilft, die Kosten der Durchführung zu reduzieren und ermöglicht Gestaltung von fantastischen, fließenden Formen.
Zuwachsbiegen
In Barnshaws hat man Biegeverfahren zur Herstellung von Rohren mit sehr großen Durchmessern von mehr als 660 [mm] für verschiedene Anwendungen bearbeitet. Wir haben die Möglichkeit Rohre mit einem Durchmesser von 1524 [mm] und einer Wanddicke von 100 [mm] zu biegen.
Das Rohr ist ein der stärksten Profile, die in den Konstruktionen verwendet werden, da alle seine Biegeachsen neutral sind und es hat keine schwache Achse. Barnshaws Zuwachsbiegemaschine hat die Fähigkeit, Profile mit Biegefestigkeit bis 84000 [ cm3] zu biegen. Dies gibt Ingenieure die Möglichkeit, eine breite Palette von Profilen zu verwenden, die für ihre Projekte optimal sind.
Das unten präsentierte Rohr mit einem Durchmesser von 1300 [mm] und einer Wandstärke von 70 [mm] wurde auf einen Radius von 50 [m] gebogen. Das Gewicht dieses Rohres beträgt 2,2 [T] pro Meter, was uns dem Spektrum der Biegemöglichkeiten Barnshaws bewusst macht. Die Maschine zeichnet sich sowohl durch ihre hohe Druckkraft ale auch durch die von Barnshaws entworfenen Verbesserungen aus, die ermöglichen es, dünnwandige Rohre mit großen Durchmessern auf kohärente Radien mit sehr kleiner Querschnittovalisierung zu biegen.

This tube was 1500mm o/dia with a wall thickness of 30mm bent to a radius of 86mtr. Barnshaws achieved ovality of less than 1% using advanced technical methods
This capacity is particularly useful for bridge design as the finished picture of the curved 1500 diameter tube shows. Where long spans are required, such as stadia or airport terminals, this capacity could offer cost effective solutions compared to traditional fabrication methods.

Technische Information
Unsere Mission
Unsere Mission „vor allem der Kunde” ist kein leeres Motto.
Als ein Unternehmen mit den weltweit größten Stahlbiegemöglichkeiten, die mit einmaliger Erfahrung und Maßstab belegt werden, wir liefern genau das, was Du brauchst und dann, wenn Du es brauchst.
Unser Ziel ist es, sich mit Dir zu entwickeln und eine enge, langfristige Geschäftsbeziehung aufzubauen, die tatsächlich ausergewöhnliche Leistungen gewährleistet immer, wenn wir zusammenarbeiten.

Alle Dienstleistungen

Herunterladen
Kapazitätsrechner
Kontaktieren Sie uns
-

Barnshaws bietet an gebogene Profile für den Bau des Victoria Hauptbahnhofs in Manchester
Fallstudien -

Barnshaws biegt das größte Rohr
Fallstudien -

Petrochemie-Pipeline-Projekt
Fallstudien -

Barnshaws bietet an eine einzigartige Unterstützung für Velodrom
Fallstudien
Bekommen Sie ein Angebot
- Poland - Siemianowice Śląskie
- Tel: 32 730 85 10
- polska@barnshaws.com