

Profilbiegen
Profilbiegen ist seit langem die Hauptstütze der Barnshaws Tätigkeit gewesen und eben Profilbiegen war die erste Dienstleistung, die von uns angeboten wurde, als unser Unternehmen im Jahre 1969 gegründet wurde.
Um sich ze vergewissern, dass wir unseren Kunden die höchste Dienstleistungsqualität geben können, investierte immer das Barnshaws Unternehmen in den neuesten und modernsten Maschinen. Damit können wir unseren Kunden genau das anbieten, was sie von uns erwarten.
Aktuell verfügen wir über die größte Produktionskapazität in der Welt im Profilbiegebereich und unsere Erfahrung gibt unseren Kunden die Freiheit, Strukturen mit minimalen Einschränkungen zu entwerfen.
Profilbiegen Information
LEISTUNGSFÄHIGKEIT UND KAPAZITÄT
In Barnshaws bieten wir außergewöhnlich vielseitige Dienstleistungen in Kaltbiegen an und wir gewährleisten folgende entscheidende Vorteile: -
- Wir sind in der Lage, die größten Profile zu biegen, die in Mühlen hergestellt werden können
- Wir verfügen über die größte Produktionskapazität
- Wir können Profile mit einer Länge bis 35 [m] biegen
- Wir verf gen über die modernsten Biegesysteme, die vorhanden sind
- Wir realisieren jede Bestellung, unabhängig von ihrer Größe
- Wir können mehrmaliges und kompliziertes Biegen realisieren
- Unsere Verfahren ist schneller und energieeffizienter im Vergleich zu anderen
- Wir realisieren vollständig kontrollierte und registrierte Prozesse
Um die effektivste und effizienteste Verwendung des Materials zu gewährleisten, machen wir eine Verbrauchanalyse vor der Bestellung. Dies hilft unseren Kunden konkurrenzlos zu werden und gibt ihnen einen echten Vorteil in den Märkten, die sie bedienen.

THE PROCESS
Zum Profilbiegen verwendet man zwei grundlegende Arten von Prozessen - Kaltbiegen und Induktionsbiegen. Während des Kaltbiegens wird ein Stahlelement unter Anwendung von Rollen hin und zurück gewalzt. Der örtliche Druck, der durch die Zentralrolle gegeben wird ist ausreichend, um die Stahlstreckgrenze zu überschreiten und die permanente Verformung einzuführen.
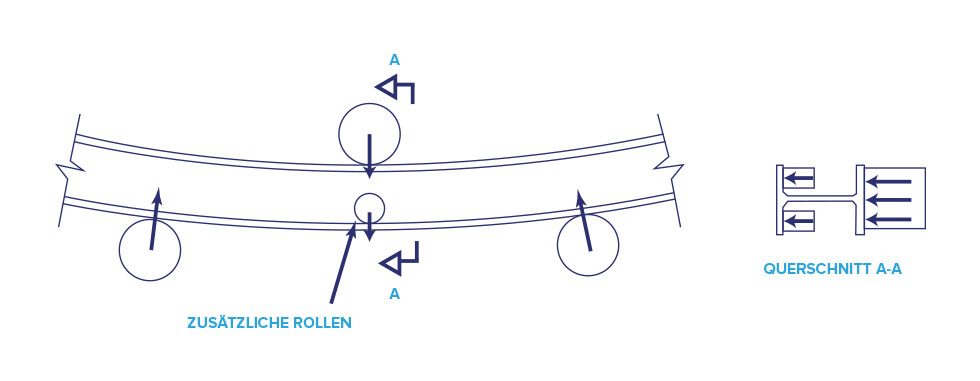
Biegen findet zwischen drei Punkten statt. Wie die Grafik unten zeigt, kann Biegen nicht stattfinden, bis das Profil alle drei Rollen (Rollers) berührt.
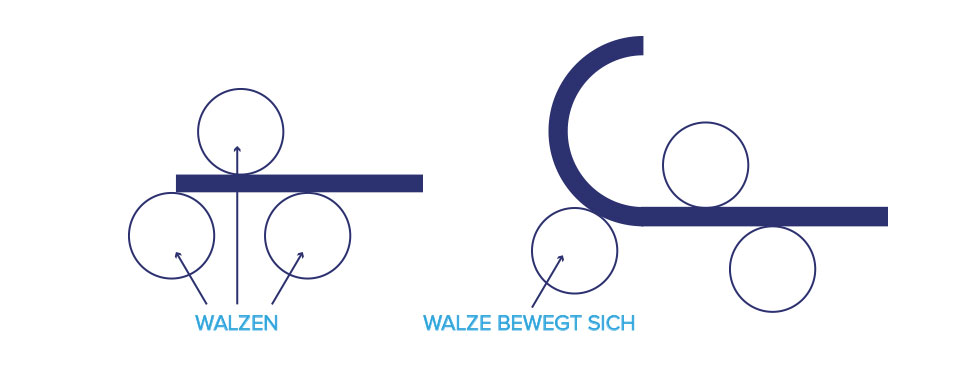
Wenn das Profil, das mit Hilfe von Rollen gegeben wird, sich mir der dritten Rolle berüht, dann tritt die Verformung an. Die Größe der Verformung hängt von der Position der Rollen ab. Je größer die Verformung ist, desto mehr gebogen ist das Profil, d.h. es weist einen kleineren Radius auf.

Die Metallurgie der gekrümmten Stahl
Überschreiten der Materialstreckgrenze während des Kaltbiegens verursacht Stahlhärtung zu einem gewissenen Grad. Diese Aktion nutzt einen Teil des Streckbereiches des Materials und deswegen ist es nicht empfehlenswert gebogene, plastische Konstruktionen zu gestalten. Die Stahlfestigkeit kann auch geändert werden, insbesondere bei kleinen Radien. Es ist erwähnenswert, dass in der Mehrheit von Bögen in den Konstruktionen die Änderungen klein sind.
Für normale Kohlenstoffstähle, darunter Konstruktionsstahl, verursacht die Verformung, die in Biegeprozess entstanden ist keine Probleme, da das Material die gleichen Eigenschaften im Streckgrenzebereich aufweist.
Wie bereits erwähnt wurde, muss während des Biegeprozesses größerer Druck als Streckgrenze des Materials ausgeübt werden. Streckgrenze ist der maximale Druck, dem das Material unterzogen werden kann und der das Material in seine ursprüngliche Form zurückkehrt. Die Streckgrenze wird als Punkt "A" auf dem Diagramm gezeigt, das die Abhängigkeit der Spannung von der Verformung präsentiert.
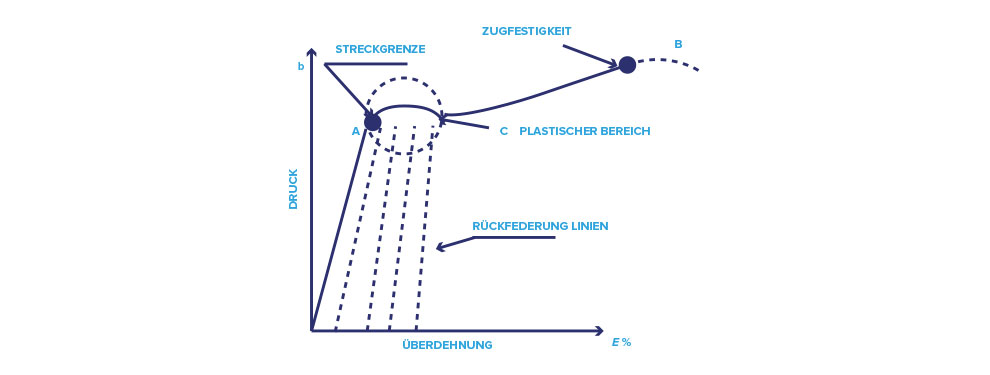
Die kleineren Spannungen als die Streckgrenze verursachen keine dauerhafte Materialverformung. Die Spannungen, die Materialverformung einführen, werden im ‘C’ Bereich markiert, der der Streckbereich des Materials ist. Die unten gezeigten gestrichelten Linien präsentieren, in welchem Maße das Material wieder seine ursprüngliche Form erreicht, nachdem die Spannung entfernt wird.
Stahlprofile werden während des Kaltbiegens gehärtet. Der Härtungsgrad ist abhängig von dem erforderlichen Radius und Profilquerschnitt. Als Ergebnis wird die auf dem obigen Diagramm gezeigte Spannungskurve abgeflachtt. Der Test einer Kaltbiegeprobe zeigt einerseits eine leichte Verformbarkeitsenkung und andererseits eine Zugfestigkeitvergrößerung. Für normale Konstruktionsanwendungen ist der Effekt der Verformbarkeitsenkung gering und kann ignoriert werden.
Das wichtigste Ergebnis des Biegeprozesses ist oft Ästhetik und nicht Konstruktion. An der Außenseite des Bogens hat Stahl eine Neigung zur Dehnung, während der innere Teil des Bogens verdickt wird. Dies kann die auf den Profilen sichtbare Verformungen verursachen, die während des Biegeprozesses entstanden sind. Biegen eines dünnwandigen Rechteckprofils zu einem kleinen Radius kann zum Beispiel deutliche Wellen und Falten verursachen. Deshalb wird Ihnen unser Team von Experten immer raten, wenn Verwendung eines Profils mit einem dickeren Wand die während des Biegeprozesses entstandenen Verformungen reduzieren läßt.
Minimale Radien und Toleranzen
Der minimale Radius, an dem ein Element ohne Verformung gebogen werden kann, hängt von den Eigenschaften des Profils und von der verwendeten Biegemethode ab. Im Laufe der Zeit haben sich die Mindestradien durch die Verwendung und Entwicklung von neuen Biegetechniken reduziert.
Normale Toleranzen für Einzelbiegen sind in Übereinstimmung mit der Nationalen Spezifikation für Stahlbau. Toleranzen für mehrmals gebogene Teile oder andere komplexe
Biegungen sind am besten mit einem unserer Spezialisten in der Planungsphase zu besprechen.
Es ist nicht einfach, eine endgültige und vollständige Liste der Radien zu liefern, zu denen jedes Profil gebogen werden kann. Es gibt eine große Anzahl von Standardprofilen (mit jeweils unterschiedlichen Biegeeigenschaften), von verschiedenen Biegemethoden (Kalt- oder Induktionsbiegen), und die Endverwendung der Elemente kann erheblich variieren. Zusammen mit ständiger technischer Entwicklung verändert sich auch der Mindestbiegeradius.
Zusammenfassend, Profile, Rohre und Hohlprofile können mit einem Einzelradius, mit vielen Radien, mit elliptischen oder parabolischen Bögen, oder auch in Übereinstimmung mit den Koordinaten gebogen werden. Sie können auch zu einem gewissen Grad gebogen werden, an zwei Orten oder in einer Spirale. Allerdings es gibt eine Reihe von physikalischen Beschränkungen, die den Grad beeinflussen, zu dem der dreidimensionale Krümmungsradius in der Praxis auszuführen ist. Daher ist es wichtig, dass alle Anforderungen für dreidimensionale Krümmungsradien schon in der Planungsphase detailiert besprochen wurden.
Schauen Sie sich unsere Toleranzseite an
CE-Kennzeichnung
Barnshaws ist das erste Unternehmen in Großbritannien, das volle Übereinstimmung mit dem En1090-1 Standard erreicht hat: die Anforderungen für die Konformitätsbewertung von Konstruktionselementen, einschließlich der Lieferung von gebogenen Elementen in der vierten Realisierungsklasse (Exc4). Dies stellt sicher, dass alle unsere Produkte, die induktiv gebogen werden, über die CE-Kennzeichnung für die vollständige Rückverfolgbarkeit verfügen.
Erfolgreich durch Lloyd’s Register LRQA bewertetes Barnshaws Unternehmen ist in der Lage, den Kunden die geeigneten Systeme zu liefern, um sicherzustellen, dass alle Materialien, die in der Produktion gebraucht wurden, über vollständig geprüfte Rückverfolgbarkeit verfügen und dass sie mit Enderwartungen übereinstimmen.
Die CE-Kennzeichnung bestätigt auch Kompetenz, Wissen und Fähigkeiten der Produktionspersonal, sowie die angemessene Wartung und Kalibrierung von Geräten und Ausrüstung (soweit erforderlich).
Um Akkreditierung zu erhalten, hat das Barnshaws Unternehmen die notwendigen Investitionen vorgenommen. Besonderer Wert wurde auf die Bewertung der Zugfestigkeitsproben unserer Produkte gelegt, indem viele Hunderte von Proben mit unterschiedlichen Radien verwendet werden.
Um sicherzustellen, dass alle Komponenten, die von Dritten erworben wurden, in voller Übereinstimmung mit Messung und Produktivität sind, hat das Unternehmen die gesamte Zuliefererkette in den CE-Zertifizierungsprozess engagiert.
Jede der fünf Filialen in Großbritannien wurde durch Lloyd’s Register beim Akkreditierungsprozess geprüft.
Technische Information
Unsere Mission
Unsere Mission „vor allem der Kunde” ist kein leeres Motto.
Als ein Unternehmen mit den weltweit größten Stahlbiegemöglichkeiten, die mit einmaliger Erfahrung und Maßstab belegt werden, wir liefern genau das, was Du brauchst und dann, wenn Du es brauchst.
Unser Ziel ist es, sich mit Dir zu entwickeln und eine enge, langfristige Geschäftsbeziehung aufzubauen, die tatsächlich ausergewöhnliche Leistungen gewährleistet immer, wenn wir zusammenarbeiten.

Alle Dienstleistungen

Herunterladen
Kapazitätsrechner
Kontaktieren Sie uns
-

Barnshaws bietet an gebogene Profile für den Bau des Victoria Hauptbahnhofs in Manchester
Fallstudien -

Barnshaws biegt das größte Rohr
Fallstudien -

Petrochemie-Pipeline-Projekt
Fallstudien -

Barnshaws bietet an eine einzigartige Unterstützung für Velodrom
Fallstudien
Bekommen Sie ein Angebot
- Poland - Siemianowice Śląskie
- Tel: 32 730 85 10
- polska@barnshaws.com