
Induktionsbiegen
Induktionsbiegen, das durch Barnshaws gemacht wird ist ein fortgeschrittener Prozess des Stahlbiegens, das Genauigkeit, Effizienz und Wiederholbarkeit der hergestellten Teile gewährleistet. Dieser Prozess ist für eine breite Palette der Produkten geeignet und beseitigt die potentiellen technischen Beschränkungen des Kaltbiegens wie Deformationen oder Ausdünnung.
Profil oder Rohr platziert man auf dem Maschinenfuß und dem Klapphebel, der zum gewünschten Radius eingestellt wird. Dann wird das Material mit Hilfe eines Hydraulikzylinders durch Induktionsspule in einem streng kontrollierten und überwachten Tempo gezwängt. Der Biegebereich erreicht Temperatur von etwa 1000⁰C, während kalte Luft und Wasser zur Abkühlung der Verarbeitungszone verwendet werden.
Verbindung der richtigen Geschwindigkeit, Temperatur und Kühlung ermöglicht Profilbiegen zu einem kleineren Radius ohne Gestaltdeformation.
Typische Anwendungen:
Energetik – Konstruktionen – Werftindustrie – Öl- und Gasindustrie – Petrochemie
Induktionsbiegen Information
Leistungsfähigkeit und Kapazität
In Barnshaws bieten wir außergewöhnlich vielseitige Induktionsbiegen Dienstleistungen an indem wir folgende entscheidende Vorteile gewährleisten: -
- Induktionsbiegen der Rohre mit einem Durchmesser von 50,8 [mm] (2") bis 813 [mm] (32") mit 50 [mm] dickem Material.
- Die Möglichkeit, Rohre und Profile zu kleineren Radien als beim Kaltbiegen zu biegen.
- Die Rohr- und Profiloberflächen von Rohren ohne Verzerrung und Macken.
- Die Möglichkeit, eine größere Anzahl von Biegungen auf einem Element zu machen.
- Reduzierung des Bedarfs an Schweißen der kürzeren Abschnitten.
- Verbesserung der Integrität der fertigen Pipeline.
- Schnelleres und effizienteres Verfahren als traditionelle Methoden des Induktionsbiegens.
- Völlig kontrollierter und aufgezeichneter Prozess.
- Die Möglichkeit der Teilenzertifizierung mit Beschreibung aller wichtigen Aspekte des Induktionsbiegens und Spezifikation.
Um die kosteneffizienteste und günstigste Materialnutzung sicherzustellen, bieten wir in dem Angebotsstadium eine Analyse des Materialverbrauchs an. Dies hilft unseren Kunden unübertroffene Preise zu erzielen und gibt ihnen echten Vorteil in den Märkten, die sie unterstützen.
Barnshaws hat auch umfangreiche Erfahrung in rechteckigem Profilbiegen 500 x 300 [mm] gesammelt, beim Gebrauch von dieser vielseitigen Technik mit großen Fähigkeiten.
Wir biegen induktiv folgende Materialien: -
Kohlenstoffstähle – Niedrig, mittel und hoch legierte Stähle – Chrom- oder Molybdänstähle – Gehärtete und temperierte Stähle – Hitzebeständige Stähle – Stahl zur Kaltarbeit – Rostfreie und säurebeständige Stähle – Duplex und Super Duplex Stähle – Plattierte Stähle – Nahtlose und geschweißte Rohre
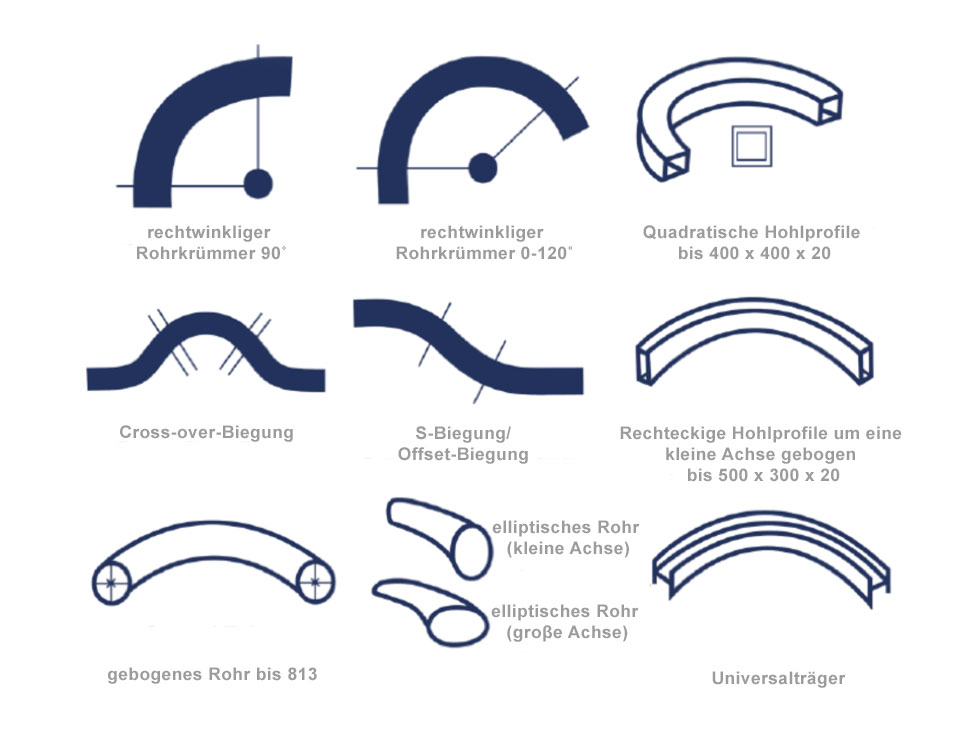
Arten der Biegung: -
Rohrbogen 90° – Biegen im beliebigen Winkel von 0 - 120° – Quadratprofile bis zu 400x400x20 [mm] – Biegen der dedizierten Rohre – Biegen in der Form des Buchstaben "S" und Offsetsbiegen – Rechteckige Profile entlang der Nebenachse bis zu 500 x 300 x 20 [mm] – Rohre mit einem Durchmesser von 813 [mm] (32") – Ovale und elliptische Rohre – Doppel-T-Träger und andere geformte Profile
Unser Leistungsspektrum für die Verarbeitung der Elemente nach dem Induktionsbiegen beinhaltet: -
Abschrägung der Kanten zum Schweißen – Druckprüfung – Wärmebehandlung und Entfernung von Verunreinigungen – Beschichtung der Elemente – Interne Kontrolle oder Kontrolle durch Dritte einschließlich NDT Prüfung – Mechanische und zerstörfreie Prüfung.

Produktpalette
In unseren Fabriken mit einer Gesamtfläche von mehr als 11.000 [m2] haben wir 25 Kräne mit einer maximalen Tragfähigkeit von 20 [T]. Unsere Biegemaschinen ermöglichen Induktionsbiegen der Rohre mit einem Durchmesser von 50,8 [mm] (2") bis 813 [mm] (32") mit einer Wanddicke von 2 [mm] mit 50 [mm].
Materialien, die für Induktionsbiegen geeignet sind: -
- Kohlenstoffstähle, wie API 5L Gr. B / ASTM A106 Gr. B.
- Gehärtete und temperierte Stähle.
- Duplex und Super Duplex Stähle auch mit Chrom (UNS S31803 oraz UNS S32750 / 60).
- Chromstähle, wie ASTM A335 P11, P22 und P91.
- Stähle mit erhöhter Festigkeit (API 5L X42 to X80) anschließend plattierte Stähle.
- Stähle zur Kaltarbeit, wie ASTM A333 Gr. 6.
- Spezialistische Stähle, wie AISI 4130, Inconel, Hastelloy und Ovako 280®.
- Rostfreie Stähle (ASTM A312, 304L, 316L, 321 usw.).
- Nahtlose und geschweißte Rohre.
Wir können auch folgende Prozesse durchführen: -
- Abschrägung der Rohrendungen.
- Chemische Reinigung, Ätzen und Passivierung.
- Schneiden von Rohren bis 813 [mm] (32").
- Zerstörende mechanische Prüfungen, die zum kooperierenden von UKAS genehmigten Labor beauftragen werden.
- Zerstörfreie mechanische Prüfungen, die von den Betreibern mit ASNT / PCN 2, zweiter Grad Berechtigung durchgeführt werden.

Wie funktioniert Induktionsbiegen?
Induktionsbiegen ist ein fortgeschrittener Prozess des Stahlbiegens, das Genauigkeit, Effizienz und Wiederholbarkeit der hergestellten Teile gewährleistet. Dieser Prozess ist für eine breite Palette von Produkten geeignet und beseitigt die potentiellen technischen Beschränkungen des Kaltbiegens wie Deformationen oder Ausdünnung.
Profil oder Rohr platziert man auf dem Maschinenfuß und dem Klapphebel, der zum gewünschten Radius eingestellt wird. Dann wird das Material mit Hilfe eines Hydraulikzylinders durch Induktionsspule in einem streng kontrollierten und überwachten Tempo gezwängt. Der Biegebereich erreicht Temperatur von etwa 1000⁰C, während kalte Luft und Wasser zur Abkühlung der Verarbeitungszone verwendet werden.
Verbindung der richtigen Geschwindigkeit, Temperatur und Kühlung ermöglicht Profilbiegen zu einem kleineren Radius ohne Gestaltdeformation.
Maschinenbau ermöglicht Rohr- oder Profilbiegen von unbegrenzter Länge. Induktionsspule liefert die Wärme, um die Gefahr von Rohrfalten beim Biegen ohne Verwendung von Schaften oder formenden Matrizen auszuschließen. Alles dank festen Tragärmen, die das Rohr auf beiden Seiten des schmalen beheizten Biegebereich stützen.
Induktionserwärmung bietet hohe Geschwindigkeit an und ermöglicht präzise Temperaturkontrolle ( +/- 30⁰C ). Auf beheizten Rohren erscheint kein Hammerschlag und sogar vorher verschmutztes Material kann noch genauso effizient sein wie ein Rohr in sehr gutem Zustand. Diese einzigartige Flexibilität verursacht, dass wir Elemente aus rostigem, nahtlosem oder geschweißtem Material biegen können.
Material mit variierender Wanddicke kann auch mit Hilfe von entsprechender Korrektur im Verlauf der Produktion leicht gebogen werden.
Vorteile der Verwendung von Induktionsbiegen
- Unbegrenzte Auswahl des Biegeradius um die optimale Gestaltungsflexibilität zu erreichen.
- Exzellente Qualität in Bezug auf die Rohrovalisierung, Ausdünnung und Oberflächenstruktur.
- Kostengünstige, leicht verfügbare und einsatzbereite Rohre im Vergleich zu den Elementen, die aus Rohrbogen zusammengebaut werden.
- Das Endprodukt ist härter als das Produkt, das aus Rohrbogen hergestellt wird und von gleichmäßiger Wanddicke.
- Biegen von großen Radien reduziert die Reibung und Oberflächenverschleiß.
- Die Qualität des gebogenen Oberflächenabschnitts spielt keine Rolle wenn es um die Anwendungsnützlichkeit.
- Kürzere Produktionszeit im Vergleich zu den aus Rohrbogen geschweißten Elementen.
- Keine Schnitte, Rundungen, Bohren, Anpassen, Wärmebehandlung und Schweißen, damit ein Element die Anforderungen erfüllt.
- Die Möglichkeit, Rohre und Profile zu kleineren Radien als bei Kaltbearbeitung zu biegen.
- Die Oberfläche des Materials bleibt unversehrt durch den Prozess.
- wiederholtes Biegen eines Rohres oder eines Profils.
- Reduzierung der Nachfrage für Rohrschweißen aus kleineren Komponenten, die bessere Integration der Pipeline gewährleisten.
- Schweißvermeidung in kritischen Stellen.
- Verringerung der Notwendigkeit für die zerstörungsfreie Prüfung und Beschränkung der damit verbundenen Kosten.
- schnelleres und effizienteres Verfahren als traditionelle Methoden des Induktionsbiegens.
- Das Verfahren beseitigt die Notwendigkeit, das Profil, beispielsweise mit Sand oder Einsätze zu füllen.
- Reiner Prozess ohne Verwendung von Schmiermitteln.
- Änderungen im Projekt können bis zur letzten Minute vor dem Start der Produktion vorgenommen werden.
- Beschränkung der Nachfrage nach Schweißnähteninspektion.
- Weniger Reparaturausfall aufgrund der relativ kurzen Produktionszeit von induktiv gebogenen Ersatzteilen.
Technische Informationen

Ovalität
Kohlenstoffstahl mit Standardwand
Kapazität
In Barnshaws Betrieben können wir Rohre mit einem Durchmesser von 813 [mm] (32") biegen.

Ausdünnung
Kohlenstoffstahl mit Standardwand
Kapazität
Wir biegen induktiv folgende Materialien:
- Kohlenstoffstähle
- Niedrig, mittel und hoch legierte Stähle
- Chrom- oder Molybdänstähle
- Gehärtete und temperierte Stähle
- Hitzebeständige Stähle
- Stahl für Kaltarbeit
- Rostfreie und säurebeständige Stähle
- Duplex und Super Duplex Stähle
- Plattierte Stähle
- Nahtlose und geschweißte Rohre
Arten der Biegung
Barnshaws Erfahrung
Seit 1999 sind wir mit dem Induktionsbiegen tief beschäftigt. Seit dieser Zeit haben wir eine riesige Menge an Erfahrung gesammelt, indem wir verschiedene Arten von Projekten umgesetzt haben.
Eine breite Palette an Barnshaws Möglichkeiten umfasst Rohre mit Außendurchmesser bis 813 [mm] (32"), rechteckige Profile mit Abmessungen von 500 x 300 [mm], quadratische Profile 500 x 500 [mm], bis 610 [mm] breite Doppel-T-Träger und Kanal-Profile bis 430 [mm]. Kein anderes Unternehmen der Welt bietet die Möglichkeit an, eine so breite Palette an Standard- und Sonderprofilen zu biegen.
Biegedienstleistungen in Barnshaws werden von BSI in Übereinstimmung mit ISO 9001-2008 geprüft. Enge Zusammenarbeit mit Lloyds ermöglicht es, unsere Elemente von einem Dritten zu billigen.
Unsere Forschungsbasis umfasst Ultraschallmaterialdickeprüfung, Härteprüfung im Biegebereich, Prüfung und Berichterstattung von Ovalisierung und Abmessungen sowie Röntgenanalyse.
Standarddauer von Kleinserienfertigung ist 10 Arbeitstage. Kein anderes Unternehmen kann so kurze Realisierungszeit anbieten.
CE-Kennzeichnung
Barnshaws ist das erste Unternehmen in Großbritannien, das volle Übereinstimmung mit dem En1090-1 Standard erreicht hat: die Anforderungen für die Konformitätsbewertung von Konstruktionselementen, einschließlich der Lieferung von gebogenen Elementen in der vierten Realisierungsklasse (Exc4). Dies stellt sicher, dass alle unsere Produkte, die induktiv gebogen werden, über die CE-Kennzeichnung für die vollständige Rückverfolgbarkeit verfügen.
Erfolgreich durch Lloyd’s Register LRQA bewertetes Barnshaws Unternehmen ist in der Lage, den Kunden die geeigneten Systeme zu liefern, um sicherzustellen, dass alle Materialien, die in der Produktion gebraucht wurden, über vollständig geprüfte Rückverfolgbarkeit verfügen und dass sie mit Enderwartungen übereinstimmen.
Die CE-Kennzeichnung bestätigt auch Kompetenz, Wissen und Fähigkeiten der Produktionspersonal, sowie die angemessene Wartung und Kalibrierung von Geräten und Ausrüstung (soweit erforderlich).
Um Akkreditierung zu erhalten, hat das Barnshaws Unternehmen die notwendigen Investitionen vorgenommen. Besonderer Wert wurde auf die Bewertung der Zugfestigkeitproben unserer Produkte gelegt, indem viele Hunderte von Proben mit unterschiedlichen Radien verwendet werden.
Um sicherzustellen, dass alle Komponenten, die von Dritten erworben wurden, in voller Übereinstimmung mit Messung und Produktivität sind, hat das Unternehmen die gesamte Zuliefererkette in den CE-Zertifizierungsprozess engagiert.
Jede der fünf Filialen in Großbritannien wurde durch Lloyd’s Register beim Akkreditierungprozess geprüft.
Behandlung nach dem Biegen
Ein untrennbares Merkmal des Induktionsbiegens ist die Möglichkeit, die mechanischen Eigenschaften des Materials zu ändern, und in einigen Fällen bedeutsam in Hinsicht auf die während des Prozesses angeschloßene Temperatur und Spannung.
Die meisten induktiv gebogenen Materialien, insbesondere hohe Kohlenstoff- und Duplexstähle, erfordern zusätzliche Wärmeverarbeitung nach dem Biegen um Wiederherstellung oder Verbesserung der mechanischen Eigenschaften zu erreichen.
Wir bieten folgende Wärmeverarbeitungsdienstleistungen nach dem Biegen an: -
Normalisieren
Wird am häufigsten für Kohlenstoffstähle wie ASTM A106 Gr. B , A333 Gr. 6 und API 5L X52 verwendet. Der Normalisierungsprozess erfordert, dass das Material außerhalb des Ofens zu einer bestimmten Zeit bleibt, damit es auf Raumtemperatur abkühlen kann.
Normalisieren & Tempern
Wird am meisten für Materialien mit hohem Chromgehalt, wie ASTM A335 P11 & P22 verwendet. Beim Tempern wird das Material auf Temperatur von 150 bis 650⁰C erwärmt und bei dieser Temperatur für eine bestimmte Zeit gehalten und anschließend auf Raumtemperatur abgekühlt
Härten & Tempern
Dieser Prozess wird für hochfeste Stähle, wie z.B. API 5L X65 verwendet. Nach dem Erhitzen wird das Material bei dieser Temperatur zu einer bestimmten Zeit gehalten. Es wird dann schnell abgekühlt. Dieses Verfahren gewährleistet richtige Abhärtung. Danach wird das Material bei verringerter Temperatur getempert und auf Raumtemperatur abgekühlt.
Lösungsglühen
Ein Prozess, der für rostfreie Stähle und Duplexstähle wie UNS S31803 und S32760 UNS verwendet werden kann. Das Material wird bei einer erhöhten Temperatur für eine bestimmte Zeit gehalten. Es wird dann auf Raumtemperatur abgekühlt.
Anwendungen
Zahlreiche Vorteile des Induktionsbiegens sind derzeit allgemein anerkannt und in verschiedenen Branchen eingeführt.
Induktiv gebogene Rohre haben ein sehr breites Spektrum von Anwendungen wie z.B. Wasserwerk, Wärmetauscher oder Transport von Flüssigkeiten und Gasen.
Biegen für Konstruktionsanwendungen, die von Barnshaws ausgeführt werden, erfüllen die Toleranzen, die von N.S.S.S. aufgedrängt werden und entsprechen den Standards von ASME für den Einsatz in der petrochemischen Industrie.
Unsere außergewöhnliche Flexibilität gewährleistet eine breite Palette von Dienstleistungen für den breiten Kundenkreis in folgenden Industrien: -

- Chemische Industrie
- Kernindustrie
- Herstellung von Pumpen und Kompressoren für Flüssigkeiten und Gase
- Bauindustrie
- Wasserwerkinstallation
- Werftindustrie
- Schiffsindustrie
- Energiewirtschaft
- Petrochemie
Wir möchten betonen, dass wir die ganze Zeit neue Lösungen bearbeiten. Wir empfehlen Ihnen, uns zu kontaktieren, um die Vorteile von innovativen Möglichkeiten des Induktionsbiegens, die wir liefern können zu diskutieren.
Technische Information
Unsere Mission
Unsere Mission „vor allem der Kunde” ist kein leeres Motto.
Als ein Unternehmen mit den weltweit größten Stahlbiegemöglichkeiten, die mit einmaliger Erfahrung und Maßstab belegt werden, wir liefern genau das, was Du brauchst und dann, wenn Du es brauchst.
Unser Ziel ist es, sich mit Dir zu entwickeln und eine enge, langfristige Geschäftsbeziehung aufzubauen, die tatsächlich ausergewöhnliche Leistungen gewährleistet immer, wenn wir zusammenarbeiten.

Alle Dienstleistungen

Herunterladen
Kapazitätsrechner
Kontaktieren Sie uns
-

Barnshaws bietet an gebogene Profile für den Bau des Victoria Hauptbahnhofs in Manchester
Fallstudien -

Barnshaws biegt das größte Rohr
Fallstudien -

Petrochemie-Pipeline-Projekt
Fallstudien -

Barnshaws bietet an eine einzigartige Unterstützung für Velodrom
Fallstudien
Bekommen Sie ein Angebot
- Poland - Siemianowice Śląskie
- Tel: 32 730 85 10
- polska@barnshaws.com

- Polska – Toruń
- Tel: +48 32 730 85 10
- zapytanie@barnshaws.com